Введите слово или словосочетание на любом языке 👆
Язык:
Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Протяжка - определение
СТРАНИЦА ЗНАЧЕНИЙ
Найдено результатов: 16
ПРОТЯЖКА
1) штамповочная операция - получение полых поковок (стаканов, гильз и др.) на протяжных прессах. 2) В кузнечном производстве - то же, что вытяжка. 3) В обработке металлов резанием - то же, что протягивание.
---
режущий многолезвийный инструмент для протягивания - стержень с расположенными вдоль его оси рядами зубьев, размеры которых последовательно возрастают. Материал режущей части - инструментальная легированная и быстрорежущая сталь, твердый сплав.
---
режущий многолезвийный инструмент для протягивания - стержень с расположенными вдоль его оси рядами зубьев, размеры которых последовательно возрастают. Материал режущей части - инструментальная легированная и быстрорежущая сталь, твердый сплав.
протяжка
1. ж.
Вид горячей штамповки для получения полых поковок путем протягивания через кольца постепенно уменьшающегося диаметра.
2. ж.
Многорезцовый металлорежущий инструмент для обработки сквозных отверстий или наружных поверхностей способом протягивания (2).
3. ж. разг.-сниж.
Задержка, промедление.
Вид горячей штамповки для получения полых поковок путем протягивания через кольца постепенно уменьшающегося диаметра.
2. ж.
Многорезцовый металлорежущий инструмент для обработки сквозных отверстий или наружных поверхностей способом протягивания (2).
3. ж. разг.-сниж.
Задержка, промедление.
протяжка
Протяжка
I
Протя́жка
многолезвийный Металлорежущий инструмент для обработки сквозных отверстий и наружных поверхностей деталей на протяжных станках (См. Протяжной станок). В зависимости от формы обрабатываемой поверхности различают П.: цилиндрические, гранёные (квадратные, шестигранные и др.), шлицевые, шпоночные, наружные плоские, наружные фасонные.
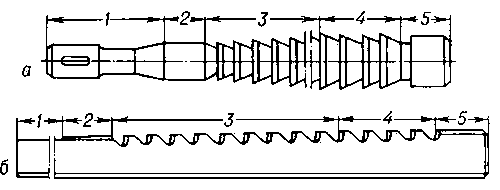
У П. для внутреннего протягивания (См. Протягивание) (рис., а) зубья, расположенные на режущей части (постепенно возвышающиеся), выполняют основную работу по срезанию Припуска. Калибрующая часть П. имеет от 3 до 8 зубьев; первый из них срезает очень малый слой металла и придаёт отверстию окончательную форму, остальные являются запасными (работают после переточек П.). П. для наружного протягивания (рис., б) изготовляются в виде прямоугольного бруска; имеют режущую и калибрующую части. Кроме режущих, применяют выглаживающие П., которые не режут, а выравнивают и уплотняют металл; уплотнённый слой обладает высокой износостойкостью. Зубья выглаживающих П. не имеют углов резания; такие зубья делают иногда на калибрующей части режущей П.
Протяжки: а - для внутреннего протягивания; б - для наружного протягивания; 1 - хвостовик; 2 и 5 - передняя и задняя направляющие части; 3 - режущая часть; 4 - калибрующие зубья.
II
Протя́жка
в металлообработке,
1) операция, применяемая при обработке металлов давлением (См. Обработка металлов давлением) (например, ковке (См. Ковка)) с целью уменьшения толщины стенки и увеличения длины исходной заготовки, имеющей форму стакана и обычно полученной в результате несквозной прошивки (См. Прошивка). Под действием Пуансона заготовка протягивается через одну или несколько последовательно расположенных матриц. Обычно П. производят на протяжных гидравлических прессах (См. Гидравлический пресс).
2) То же, что Вытяжка.
протягивание
![отверстия]]](https://commons.wikimedia.org/wiki/Special:FilePath/BroachPushChipBreakers.jpg?width=200 "отверстия]]")

Протяжка (в металлообработке)
ср.
1) Процесс действия по знач. глаг.: протягивать.
2) Способ обработки, заключающийся в продвижении многорезцового режущего инструмента вдоль изделия.
1) Процесс действия по знач. глаг.: протягивать.
2) Способ обработки, заключающийся в продвижении многорезцового режущего инструмента вдоль изделия.
Протягивание
Протяжка (в металлообработке)
Протя́гивание — вид обработки многолезвийным инструментом с поступательным главным движением резания, распространяемой на всю обрабатываемую поверхность без движения подачиГОСТ 25761-83 Виды обработки резанием. Термины и определения общих понятий.
ПРОТЯГИВАНИЕ
Протяжка (в металлообработке)
(иногда называют протяжкой) , обработка резанием внутренних и наружных поверхностей (цилиндрических, прямоугольных, фасонных) заготовок поступательным перемещением протяжки. Протягиванием получают шпоночные канавки, шлицы и др. Осуществляется на протяжных станках.
Протягивание
Протяжка (в металлообработке)
процесс обработки металлов резанием на протяжных станках (См. Протяжной станок) многолезвийным режущим инструментом - протяжкой (См. Протяжка). Применение П. целесообразно при обработке больших партий деталей, т. е. в крупносерийном и массовом производстве (ввиду сложности изготовления и высокой стоимости протяжек).
В зависимости от порядка срезания Припуска при П. различают следующие виды резания: а) профильное, при котором все режущие зубья протяжки снимают припуск, но не участвуют в окончательном формировании поверхности, последний же зуб придаёт ей окончательную форму; б) генераторное, при котором каждый режущий зуб протяжки, срезая припуск, одновременно участвует в построении поверхности; в) прогрессивно-групповое, применяемое при снятии относительно больших припусков, когда все зубья, распределённые по группам (2-3 зуба), снимают слой металла не сразу по всей ширине, а частями.
Существуют свободный и координатный методы П. При свободном методе протяжка обеспечивает получение только размеров и формы поверхности; при координатном, - кроме того, точное расположение обработанной поверхности относительно базовой.
Припуск под П. составляет для отверстий в поковках и отливках 2-6 мм; для отверстий, полученных сверлением, зенкерованием или растачиванием, 0,2-0,5 мм. Скорость резания при П. сравнительно низка (2-15 м/мин), однако производительность П. высока, т.к. велика суммарная длина одновременно работающих режущих кромок. Точность обработки при П. - 3-2-й класс; шероховатость обработанной поверхности - 7-9-й класс. Особенность процесса резания при П. - постоянное накопление стружки во впадинах перед каждым зубом. Для лучшего размещения стружки и предотвращения заклинивания протяжки зубья часто снабжаются стружколомающими канавками.
Лит.: Вульф А. М., Резание металлов, 2 изд., Л., 1973.
Н. А. Щемелев.
Протяжка (инструмент)


Протяжка — многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи.
Пултрузия

ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВЫСОКОНАПОЛНЕННЫХ ВОЛОКНОМ КОМПОЗИЦИОННЫХ ДЕТАЛЕЙ С ПОСТОЯННОЙ ПОПЕРЕЧНОЙ СТРУКТУРОЙ
Пултру́зия (протяжка) — технология изготовления высоконаполненных волокном композиционных деталей с постоянной поперечной структурой. Используется в производстве полимерных композиционных материалов.
Википедия
Протяжка
Протяжка:
- Протяжка — операция удлинения заготовки или её части за счёт уменьшения площади поперечного сечения
- Протяжка — команда, отдаваемая при подготовке запуска ракеты в космос, по которой начинает протягиваться полоса бумаги для записи параметров ракеты и стартового комплекса.
- Протяжка — инструмент, используемый для протягивания
- Протяжка — в низкоуровневом программировании — перевод линии в состояние с низким потенциалом